English
フィルム/シート成形ライン
特徴
シート・フィルムが多様化するとともに新機能樹脂が次々と開発されつつある昨今、製品開発段階においてさまざまな特性の樹脂に容易に対応しうるスタックプレートダイの長所を本シリーズのラインを用いて生かす事が可能です。
またテスト装置からそのままの形で生産装置へと拡張する事が可能です。
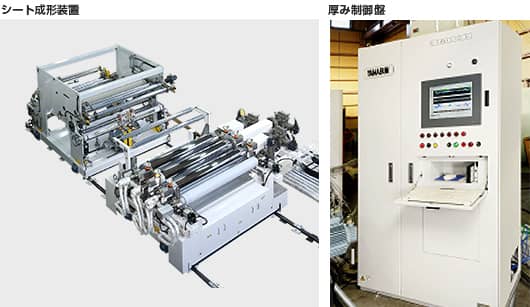
Tダイを使用するフィルム/シート成形装置について、多数の実績を有します。特にTダイについては当社独自の厚み制御方式を開発しています。厚み0.5mm以下のフィルム/シートについては2本ロール方式、それ以上の厚みのものについては3本以上のロールが使用されます。
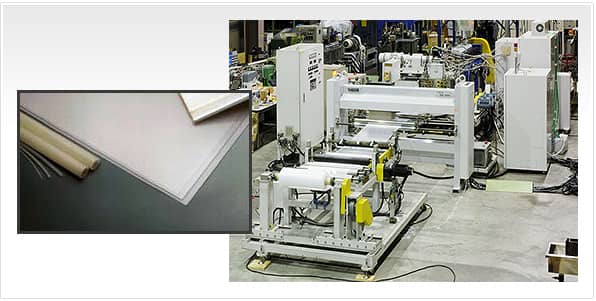
高精度フィルム成形システム
高精度フイルム・シートの成形を行うための装置です。装置は三つのユニットから構成されています。
システム概要


| 製品厚み | 装置名 |
|---|---|
| 厚物シート成形ライン | > 1.0mm |
| 薄物シート成形ライン | 0.2~1.0mm |
| フィルム成形ライン | < 0.2mm |
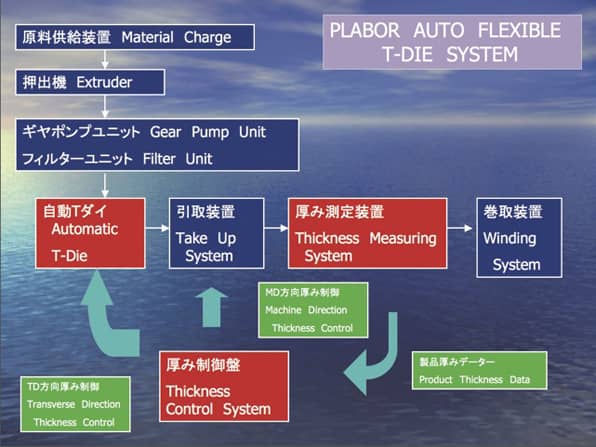
SPシリーズシート成形ライン、FPシリーズシート/フィルム成形ラインは、当社が開発した特許商品スタックプレートダイを核とした装置で、特に多層押出成形分野において多くのユーザーの皆様から御好評を得ております。
周辺装置の充実とあいまって装置の対応範囲はPS、ABS、PP、PE、PMMA、PC、PET、PVC、またそれぞれの樹脂の組合せによる多層シート等広範囲に亘っております。

| 製品幅 (mm) | 主押出機 | 多層用副押出機 |
|---|---|---|
| 300 | GT-65 | UT-32 |
| 1,200 | GT-115 | UT-50 |
| 2,000 | GT-150 | UT-65 |
| 300 | GT-40 | UT-25 |
| 1,200 | GT-65 | UT-40 |
| 1,200 | GT-90 | UT-50 |
共通
| 製品 | 材料数/押出機数 | ダイ | ロール温度調節 | 引取速度 | |||
|---|---|---|---|---|---|---|---|
| 幅 | 厚み | 型式 | 層数 | 方式 | 精度 | ||
| 300mm~2,000mm | 20µm~1.0mm (FP) 1.0mm~10mm (SP) |
1~7 | スタックプレートダイ | 1~7 | 熱媒循環式 | ±1.5℃ | 10m/min max |
| 製品 | |
|---|---|
| 幅 | 300mm~2,000mm |
| 厚み | 20µm~1.0mm (FP) 1.0mm~10mm (SP) |
| 材料数/押出機数 | |
| 1~7 | |
| ダイ | |
| 型式 | スタックプレートダイ |
| 層数 | 1~7 |
| ロール温度調節 | |
| 方式 | 熱媒循環式 |
| 精度 | ±1.5℃ |
| 引取速度 | |
| 1~7 | |
シート
| 切断 | |
|---|---|
| 方式 | 精度 |
| シヤカッタ式又は鋸式 | ±1.0mm |
| 切断 | |
|---|---|
| 方式 | シヤカッタ式又は鋸式 |
| 精度 | ±1.0mm |
フィルム
| 引取速度 | 最大巻径 |
|---|---|
| 150m/min max | 1,000mm |
| 引取速度 |
|---|
| 150m/min max |
| 最大巻径 |
| 1,000mm |
多層Tダイ
スタックプレートダイ 特許登録済
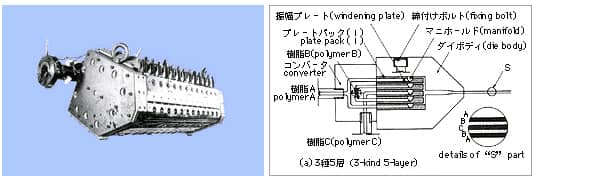
層形成のプロセスはマルチマニホールドダイに類似しており、ダイ全般に渡ってマニホールドを内臓したプレートを設けたものです。ダイボディにはプレートを内臓する凹みが設けられており、その中に単位プレートを積層したプレートパックが挿入されています。層数の変更や樹脂の種類の変更に容易に対応可能です。
マルチマニホールドダイ

歴史的に最も古くから使用されてきたダイです。樹脂はそれぞれの層毎にマニホールド、チョーカバーを経て合流点に至りリップ部より吐出されます。層数は3層迄のものが多く少品種多量生産に適しています。
フィードブロックダイ

Tダイとしては通常の単層ダイを使用し、その流入部に併合流層を形成する部分(フィードブロック)を設けるものです。層数は変換可能で7層以上の層数とすることも比較的容易です。
PLABOR Research Laboratory of Plastics Technology Co., Ltd All rights reserved.